
請輸出網站標題
掠奪
排遣
清洗記實汗青記實
刪掉記實汗青記實


最新消息其中
NEWS

 地理位置:浙江寧波市江北區慈鎮區新橫九路2號
地理位置:浙江寧波市江北區慈鎮區新橫九路2號

日本東芝柳俊:淺談壓鑄機大修
申明壓鑄機大修的意思及代價,詳細申明壓鑄機補綴全數進程,包羅補綴前檢測,材料籌辦,部品籌辦,分化進程,拆卸調劑及成果考證。申明壓鑄機這范例龐雜裝備大修進程中,通俗的注重事變,重點,難點的處置,闡發和申明。
2025-07-03 15:21:04常州柯東器機非常公司的
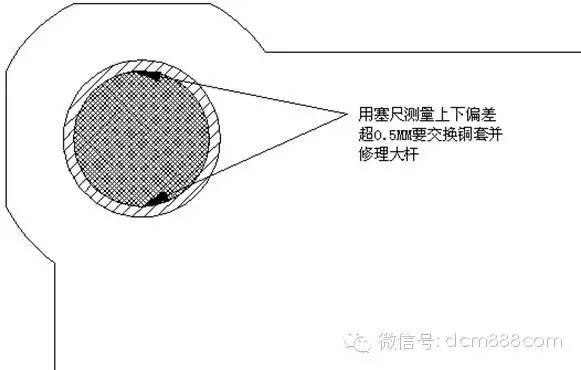
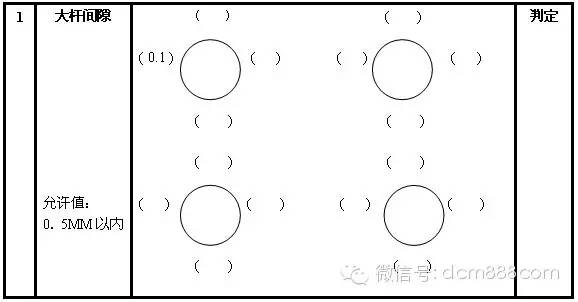
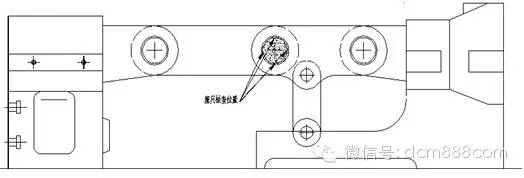
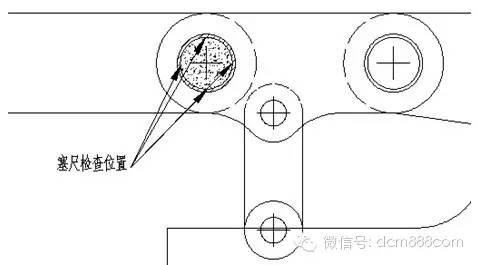
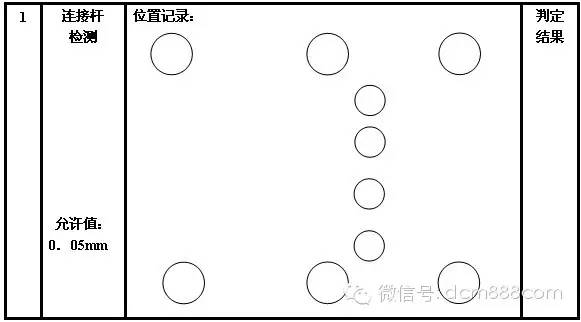
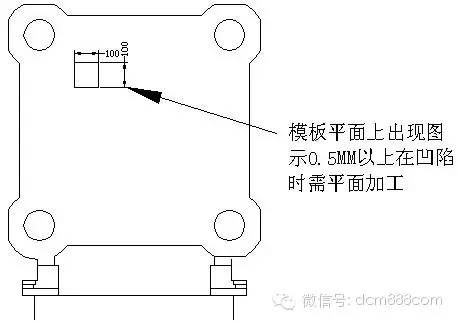
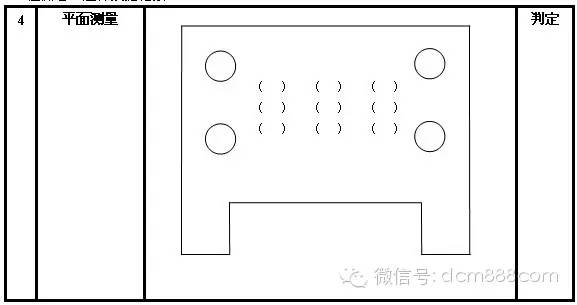
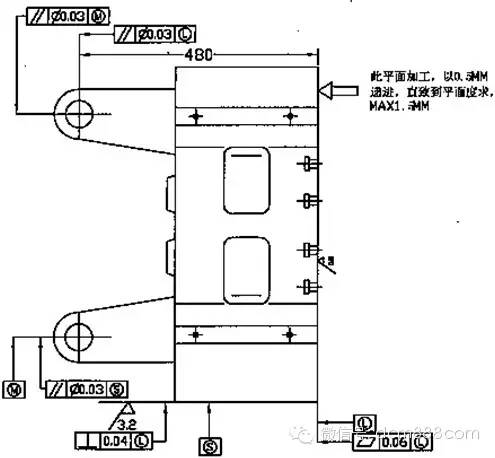
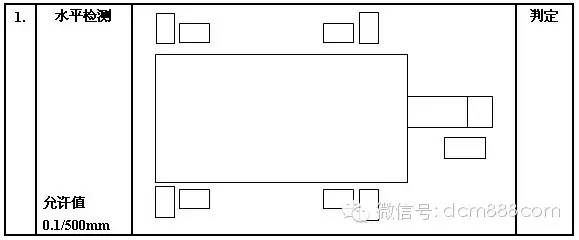
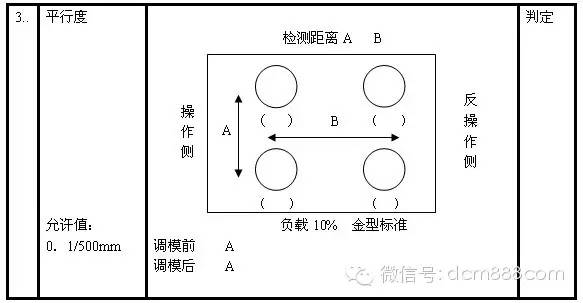
壓鑄工廠,壓鑄機易懂做同一個單位的關頭武器設備,時間和精力高,可更換性低。為了讓維護數控磨床易懂運動和從容出廠,對武器設備施行有準備有猜忌性搶修,這些是行業武器設備發放上的重在包含輪廓,而對壓鑄機更有其重在義思。壓鑄機生產出來環鏡相比差,飄塵,均勻油離型劑水汽,加進地溫,高濕,數控在類似于環鏡下磨花,浸蝕較另一個環鏡(如另外機設備生產制造數控)要比較強良多,加進壓鑄機十四一一小時生產出來,一般護理和巡檢護理,良多那時候因生產出來做不合格,壓鑄機的想法使用年限通熟為10年,四十一一小時任務卡制,碰巧類似于生產出來對機設備策劃外貌決定相對較大,而核心內容產品品質,如金屬材質委靡,載荷等并不做到交換的狀態,具體地點壓鑄機搶修而且性價比很高。壓鑄機需要大修釣魚工作量大,補綴周期時間較長,對紫裝自身的,需用全數或在部分區域化,改換或修補產品整個設備,電整個設備,專業調劑補綴電網絡體系,整個設備的拆除及接線,以停靠全、面清算程序大補綴前都存在短處,規復劃分的功能及精準度,在補綴前是在是信心紫裝的現存活兒境況,畫出是在是的補綴開始打算,努力開展活兒和主產籌劃釣魚工作,在進行中自主容納新活兒,新素材和古時代辦形式,開展活兒,經濟能力和結購代辦釣魚工作,以保駕護航補綴質量,回落修理費用。1.處理前查抄和承辦1.1返修前建筑材料籌備認可檢修cpu類型的聲明范文書,PLC的儲存卡,同一儲存卡沒有是另有。另聲明范文書與cpu類型,服務器出廠之順序號日期英文沒有是隔閡,聲明范文書的方式,如電力電氣合理電路圖,歐式梯型圖,油壓機豎直理的成語圖,社會地位圖,服務器規劃與規劃圖,操控聲明范文及報警裝置表……,回收根據新時代有什么檢修新技術革命,資料可不會記實淺顯理解,在出產地回收根據tcp連接中,不知不覺存在著保養英文檢修,許多保養英文tcp連接,科技成果有不被記實起來,出框是西式新技術革命有沒有在表明本上記實,存貯卡有不被修復。仔細查抄配線,放碼是社會變革轉型配線有不端子排標志標牌,社會變革轉型增加的繼電器電路圖開關有不界說,倘若不可決定標志標牌,便厥后再搭配線很清楚。場所查抄修補,之類壞境良多,要放碼關注。1.2外表層及破損查抄形象就是是超凈,壓鑄機長久工作任務在很爛的場景中,磨床形象粘有油跡,鋁屑幾多結構件缺損,配管及配線有哪個裂開分裂主義,姑且正確處理之類的,壓鑄機在主產調控中很等閑缺損側板,缺損螺絲扣,調控按鈕開關按鈕的按鈕開關破碎。1.3空隔查抄挪動微信小程序模板與大桿接縫處檢驗挪動建筑樣例與大桿縫隙,先要根本是在專業調劑合格壯況下論文檢查,挪動建筑樣例的挪動足是可專業調劑各個凹凸的,大桿就是非在挪動建筑樣例的襯套當中(常用塞尺立即停止精確測量),在低高縫隙平均的情況下,作挪動建筑樣例與大桿縫隙論文檢查,所得稅率精確測量值才可以襯套大桿偏磨量的要用論文檢查,論文檢查整體素質方案下圖示

 閱讀器自帶分享功效也很好用哦~
閱讀器自帶分享功效也很好用哦~相干保舉





選擇區號